

ich bin Mitten in der Restauration meines T3 und würde gerne ein paar Infos zum Tausch der Schweller Außenhaut sowie Seitenwand mit euch teilen.
Vorab wichtig:
- Das ist keine Anleitung sondern lediglich ein Bericht. Viele Wege führen nach Rom -> Gerne auch Tipps, Anregungen etc. als Kommentar verfassen. Lob und Kritik ist erwünscht.
- Genannte Teile / Links zu Onlineshops sind keinesfalls Werbung sondern beispielhaft. Hier kann jeder selbst entscheiden/sich informieren wo er weshalb einkaufen mag.
- Seitenwand erworben bei TK-Carparts: https://tk-carparts.de/reparaturblech-h ... 1809159a-1
- Schweller erworben bei Knöpfler: https://shop.bus-service-bodensee.de/VW ... itte-links
(Randnotiz: entgegen der Abbildung kam dieser silber beschichtet nicht mit schwarzer KTL an)
- Versteifung Seitenwand (noch nicht verbaut): https://tk-carparts.de/verstaerkung-aus ... -251809189
- Starker Rostbefall im horizontalen Falz zwischen Schwelleraußenhaut und Seitenwand.
Hierfür gibt es geeignete Repableche, welche die "Küchenfuge" abbilden und ca. 30cm der Seitenwand dabei haben. Man hätte also hier den ganzen spaßigen Aufwand des langen Stoßes, ohne dann aber die vertikalen Nähte und den dahinter befindlichen Rost zu entfernen. Die Option war also relativ schnell rausentschieden.
- Punktueller Flächenrost auf der Seitenwand. Das L90D ist so verdammt dünn ab Werk lackiert und rostet auch auf Flächen. Warum mein Bus das so stark auf der Seitenwand hatte ist mir aber irgendwo ein Rätsel. Kam bestimmt von den Driftaktionen, Walter Röhrl sprach ja auch des Öfteren von Fliegen auf den Seitenscheiben...
Aber auch dies wäre nicht ausschlaggebend, da der Rost definitiv langfristig entfernbar gewesen wäre.
- Eine Delle in der Seitenwand: Untenstehendes ist also ein absoluter Geheimtipp, wenn grad kein Dellendoktor zur Hand ist

- Vertikale Nähte zwischen B-Säule und Seitenwand sowie zwischen Seitenwand und C-Säule waren von außen nicht sichtbar von Rost befallen. Die Nähte waren im unbehandelten Originalzustand/nichts vertuscht durch Vorbesitzer. Der gute Zustand von Außen in Zusammenhang mit dem desolaten Zustand zwischen den Nähten ist wieder mal erschreckend, weswegen ich mich umso mehr freue,w dass bei meiner Restauration fast restlos jede einzelne Naht am Bus geöffnet wurde.
Interessant hierbei:
Linker Falz: quasi rostfrei. Wurde mehrfach partiell sandgestrahlt und am Schluss mit Schweißprimer (Makra Nox) in 3 Schichten vorbehandelt. Gleiches gilt für das Gegenblech. Hier wurden an ein paar alten Blechen vor der Restauration Tests gemacht. Hat so augenscheinlich gut gepasst.

Rechter Falz: desolat, mehrere Reparaturbleche notwendig. Dies war zudem ab einer gewissen Fahrzeughöhe ca. 30cm lang, jedoch nicht im zu erwartenden nahen Schweller/Spritzwasser/Salzsprühnebelbereich. Vmtl. hervorgerufen durch Kondenswasser/Feuchtigkeit und ggf. werksseitig partiell schlechtem Korrosionsschutz. Erschreckend jedenfalls wie gut die Fugennähte sowas von Außen 30 Jahre lang unsichtbar halten. (Aber in dem Fall natürlich bereits von Innen nach Demontage der Seitenverkleidung ersichtlich. Von daher "erfreute" ich mich hier nur einer kleinen Überraschung, die komplett entrostet und fit gemacht werden konnte.
(Apropos Überraschungen: Wie war das nochmal mit der Schachtel Pralinen von der Forest Gump sprach... )
)
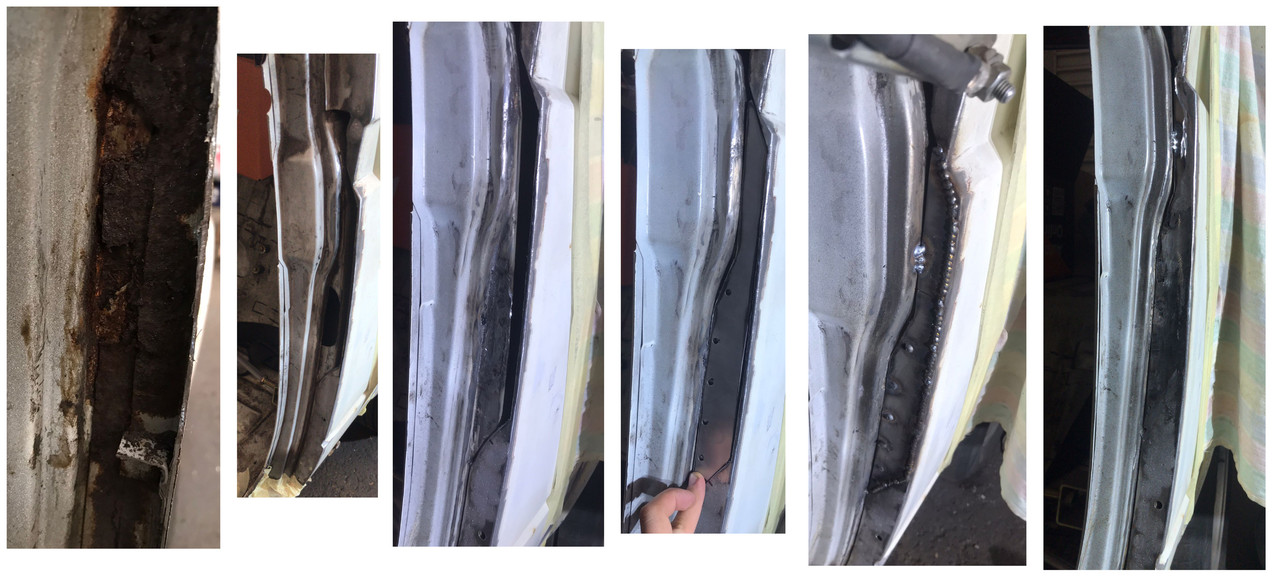
- Seitenwand wird grob entfernt. Das Raustrennen auf die gewünschte Größe kann später stattfinden. Hierzu wird beherzt nahe der Falze geschnitten, um später gut zugänglich die Schweißpunkt freilegen und ausbohren zu können.
- Schweller Außenhaut wird entfernt. Beim Ausbohren der Schweißpunkte möglichst vorsichtig vorgehen. Alles was man hier zerstört, muss später repariert werden. Kleiner Trick: Kunststoffkeile zwischen die beiden Bleche packen und langsam bohren. Man hört dann wie der Schweißpunkt aufspringt. ASMR für jeden Karosseriebauer

Die 8mm Würth Schweißpunktfräser haben echt guten Job gemacht, wenn man mal nicht so treffsicher ist, dann kann man mit dem 6mm Schweißpunktfräser nachhelfen und den bestehenden Rest wegmachen. Geduld und ein sehr scharfer, dünner Karosseriemeißel ersparen einem hier viel Folgearbeit, die man beim Zerstören von Stehblechen erhält.
Der Innenschweller wurde mittels CSD Scheiben gereinigt, dann partiell mit einer speziellen Pistole sandgestrahlt, mit welcher man Punkt für Punkt arbeitet + überschüssiger Sand aufgefangen wird (bin kein Fan von Sand in Hohlräumen) und im Nachgang mit Deoxgel über Nacht behandelt. Dies bis zum gewünschten Ergebnis wiederholen.
Schwer befallene Stellen werden rausgetrennt und neu eingeschweißt. Der Schweller kann dann von innen mit Brantho Korrux nitrofest versiegelt werden und freut sich quasi schon auf die im Sommer bevorstehende Hohlraumkonservierung.
Überlappende Stellen erhielten 3 Schichten Makra Nox.
Impressionen:

...

mühsam ernährt sich das Eichhörnchen und ist dabei begeistert, dass sogar die Tischhalterung Rost angesetzt hat.
Kommt in die Rubrik: Klassische T3 Ärgernisse.

...

- Beim Einsetzen der Schwelleraußenhaut wurde darauf geachtet mehrere Maße von einem Karosseriefixpunkt (Regenrinne) zum Schweller zu nehmen. Zudem wurde die Lage des Fahrzeugboden mittels Wasserwaage zum Schweller abgeglichen um sicher zu gehen, dass der Schweller passend sitzt und die Seitenwand nicht schief kommt.
- Neben Üblichen Gripzangen sowie zusätzlich mit zwei Schrauben und großen U-Scheiben in den Gewinden der KTL Ablaufstopfen ließ sich der Schweller super fixieren

- Der Schweller- jedenfalls der von mir erworbene- hat zur b Säule nicht gut gepasst, da die Kantung zu lang war/der Mantel falsch abgewickelt ist. Es kann hier keine Aussage der generellen Produktqualität getroffen werden. Dem Hersteller / Vertrieb melde ich mein Problem jedenfalls noch zurück. Alles weitere wäre nur Mutmaßung, die ich hier nicht anstellen möchte. Ansonsten ist die Passgenauigkeit wirklich top gewesen von daher keinerlei weitere Beanstandung meinerseits. Ich denke hier muss jeder rausfinden, ob es bei ihm passt + glücklich sein, dass es die Reprobleche überhaupt gibt. Da ich einen Whitestar habe und das hinter der Beplankung nicht einsehbar ist bin ich an der Stelle auch mal nicht so kleinlich.
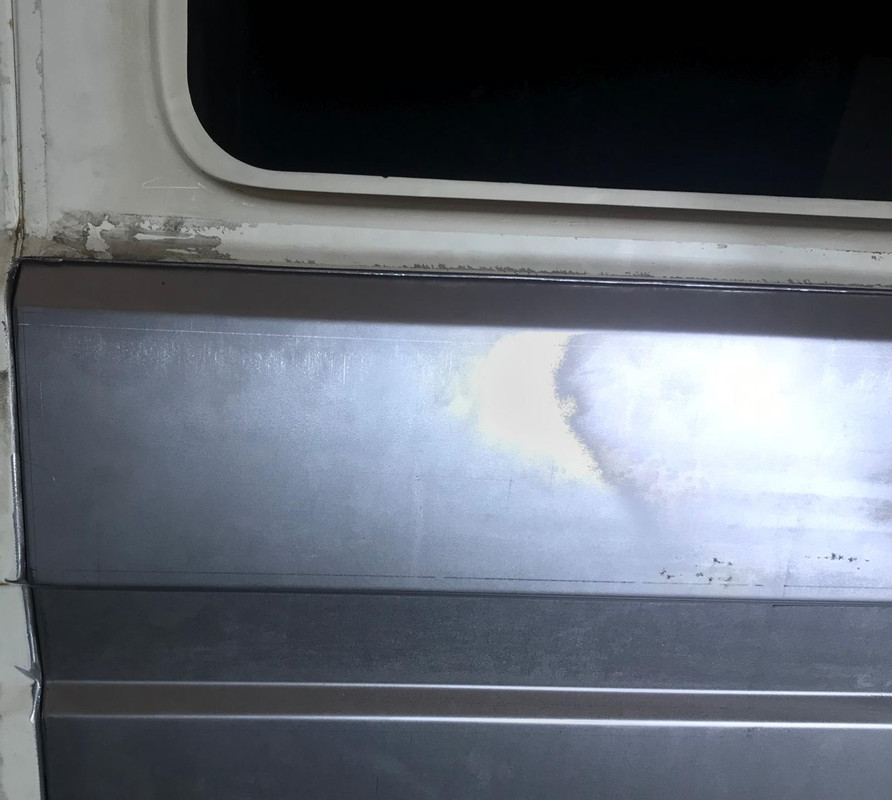
- Die Seitenwand wurde auf Stoß eingesetzt. Hierzu wird eine gerade jedoch auch stabile Fläche verwendet. Alles weitere wurde wie original Punkt geschweißt. Um den Stoß korrekt zu setzen wurde wie folgt vorgegangen:
- gewünschter Ausschnitt wurde in die originale Seitenwand gesetzt
- Die neue Seitenwand kann hinter die alte Seitenwand geschoben werden. Es ergibt sich somit die Möglichkeit die Schnittkante von vorne anzureißen. Der leichte Winkelfehler hat hierbei kaum Relevanz. Nach zweimaliger Durchführung des beschrieben Vorgehens hat alles gepasst.
Seitenwand hinter Seitenwand:
Sich ergebender Stoß:

Erste Schweißpunkte:

Punkt an Punkt und kein Ende in Sicht:

Bis alles durchgepunktet ist benötigt man schon einige Schweißpunkte.
Milchmädchenrechnung: 1200mm breite, dabei grob 5mm pro Schweißpunkt -> 240 Schweißpunkte (Muskelkater im Zeigefinger gibt's kostenlos).
Es waren ca. 4-5h bis alle Punkte gesetzt waren. Devise: jede Minute die man hier mit Hetzen einsparen kann, hat man später an Stunden Spaß um den Verzug auszugleichen.
Wichtiger Hinweis: Ein Schluck Bier zwischen den Punkten artet definitiv aus. Hohe Taxirechnung + furchtbares Ergebnis sind dann nicht auszuschließen. Auch hier die Milchmädchen...ähhh Bierfahrerbeifahrerrechnung:
240 Punkte á 20ml pro Schluck sind mal eben sportliche 10 Halbe. Puh keine Empfehlung an der Stelle.
Es empfiehlt sich hier super langsam im Pilgerschritt oder ähnlichem vorzugehen. Ein Abkühlen mit Druckluft oder nassem Lappen würde ich als zu radikal einschätzen (Angst vor Verzug). Von daher gemütlich arbeiten, Punkt setzen + lange warten bis wirklich komplett abgekühlt und dann den nächsten Punkt setzen. Davor immer wieder mit Hammer und Handfaust die Bleche zueinander ausrichten, dann passt auch das Ergebnis.
Empfehlung wäre wohl 0,6er Schweißdraht. Ein kleiner Tipp: Nach jedem Punkt den Draht schräg abschneiden. Man hat dann keinen kugelförmigen Aufbrand, jeder Punkt sieht in gleicher Qualität wie der vorherige aus + der Schweißdraht ist schräg abgeschnitten etwas dünner und zündet somit mit weniger Wärmeeintrag.

Fazit:
Ergebnis taugt scho = das Nonplusultra des Oberpfälzers.
Es ist aber auch wirklich einiges an Arbeit. Insbesondere die Überraschungen die man immer wieder hinter den Blechen vorfindet machen es so spannend und arbeitsintensiv.
Das Seitenteil hat keinerlei ersichtlichen Verzug, nach dem Schleifen der Stoßnaht kann ich gerne noch ein Update geben. Auch hier gilt: Vorsicht, langsam und möglichst wenig Wärmeeintrag -> dann Bedarf es später auch wenig Ausgleichsmasse (Zinn, Zinnersatz, Spachtel, was auch immer).
Liebe Grüße und seid Lieb zu mir. Ist einer meiner "ersten" Beiträge. Ich hab doch bestimmt noch Welpenschutz








